
Lean
One Piece Flow. Aprende a aplicar el flujo de una sola pieza.

Sep
Hoy en día, los ciclos de vida más cortos en el mercado de los productos y el deseo de personalización por parte de los clientes, hacen que sea difícil producir en líneas de producción tradicionales.
A menudo, lo mejor que se puede hacer es producirlos en sistemas de flujo por lotes que se han mejorado mediante la incorporación de principios de flujo de línea. Esta es la fabricación one piece flow (flujo de una sola pieza) aplicada a células tradicionales con alta variabilidad en el producto.
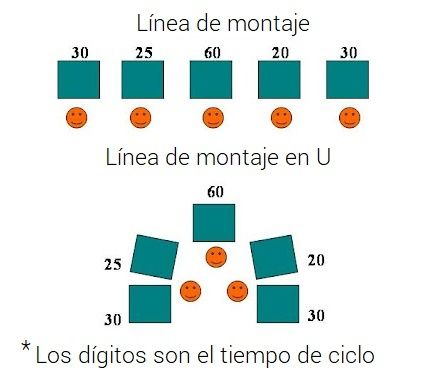
Cuando se quiere conferir una mayor flexibilidad, las líneas adaptadas al one piece flow se reemplazan por líneas de producción en forma de U, dentro de las cuales el flujo es constante y está regulado por un tiempo de ciclo. La planificación para la fabricación de uno u otro modelo se regula y controla en la célula mediante señales de extracción del producto, por ejemplo mediante sistemática Kanban.
Los sistemas de producción se pueden clasificar según el tipo de productos producidos, los materiales utilizados (acero, plástico), la distribución de la instalación (por ejemplo funcional, células, líneas), el aspecto crítico que define la competencia (es decir, costo, calidad, entrega, rendimiento, flexibilidad, innovación), el momento de la producción (es decir, fabricar sobre pedido, fabricar sobre stock), etc…
Qué es el One Piece Flow
La implementación de la sistemática One piece flow implica que una única pieza pasa de operación en operación en lugar de ser el lote de piezas el que se desplace.
El sistema de producción one piece flow proporciona unos altos niveles de flexibilidad e innovación, procurando productos competitivos. El sistema de producción de flujo de línea produce grandes volúmenes de varios productos diferentes en equipo que se organiza en una línea tradicional.
Por el contrario en el flujo por lotes produce volúmenes medios de muchos productos diferentes en equipos organizados en celdas tradicionales. El flujo de material en el interior de las células suele variar y el flujo entre las células suele seguir patrones.
Con el flujo de una sola pieza, las operaciones se completan a un ritmo regular llamado tiempo de ciclo. El sistema de producción proporciona altos niveles de costo y productos competitivos de calidad.
En realidad, en función de las diferentes etapas en el ciclo de vida de un producto, se utilizan diferentes sistemas de producción:
- En los productos de la etapa de nacimiento se producen en un taller de trabajo.
- Durante la etapa de crecimiento, la demanda del producto aumenta rápidamente y la producción cambia a flujo por lotes y luego a flujo de línea o “one piece flow” cuando el diseño del producto se estabiliza y el volumen es suficiente para utilizar una línea de producción dedicada.
De esta forma, en el pasado, el sistema de producción de flujo en lotes era una solución productiva temporal, una parada en el camino desde el taller hasta el flujo de la línea.
Actualmente, los ciclos de vida de los productos son más cortos y las demandas de personalización de algunos productos hacen difícil trasladar la producción a un flujo de línea y un flujo por lotes se convierte en un sistema de producción permanente.
Cuando esto ocurre , los clientes pueden quedar insatisfechos con los niveles de costo y calidad de los productos. Intentar mejorar los resultados mediante la incorporación de principios de flujo de línea one piece flow en el sistema de producción de flujo por lotes conduce a un flujo de una pieza. Por otro lado la dificultad en encontrar la estabilidad en el producto conduce a medios menos automatizados con disposiciones en U o similares.
Este sistema de producción one piece flow produce gran cantidad de referencia de productos en volúmenes medios, en equipos dispuestos en celdas, en las que el flujo de material es estable y está regulado por un ciclo de tiempo proporcionando altos niveles de flexibilidad e innovación además de altos niveles de costo y calidad de los productos.

One Piece Flow. ¿Cuándo es apropiado?.
Elegir entre el taller de trabajo, el flujo de lotes y el sistema de producción de flujo de línea one piece flow depende de dos factores:
- El número de productos diferentes dentro de la familia de productos.
- El volumen global a producir en los medios de fabricación que manufacturan dicha familia de productos.
Es más, dada la posibilidad de elegir entre tres sistemas de producción, en caso de no ser posible trabajar en flujo continuo de una sola pieza en línea, sería preferible el flujo por lotes, que es más más adecuado que el taller de trabajo o Workshop.
Si n es el número de diferentes productos y P es el número de unidades producidas por hora, entonces la regla de decisión propuesta por diversos autores es:
- Si 1< n < 5 y 1 < P < 1000 la solución adecuada es el sistema de producción de flujo en línea.
- Si 5 < n < 100 y 1 < P < 50 usar el sistema de producción de flujo en lotes.
- Si 100 < n < varios miles y P < 1 entonces la solución habría de ser el sistema de producción del taller.
Otros autores recomiendan dibujar un Pareto con los volúmenes de producción de cada producto y analizar la forma del gráfico para determinar si debería ser usado el sistema de producción de flujo de una pieza o “one piece flow”.

Si el primer 30% de los productos representa el 70% o más del volumen total entonces utilice el sistema de producción de flujo de línea one piece flow.
De lo contrario, si el primer 40% de los productos representa aproximadamente 60% del volumen total se ha de utilizar el sistema de producción de flujo de una pieza.
Para los casos intermedios se requiere un mayor análisis antes de poder hacer una elección de sistema de fabricación.
Lógicamente estos criterios no han de ser tomados como reglas fijas, ya que en realidad la elección de un sistema de producción u otro puede depender de muchos otros factores.
Cómo se aplica el One piece flow.
Hay cinco conceptos lean que, implementados y bien combinados, hacen que el one piece flow sea un sistema de producción eficiente y productivo. Dichos conceptos son el takt time, las líneas de producción en forma de U, estandarización del trabajo, control de producción por Pull y Jidoka.
Takt time
La demanda del cliente es el punto de partida para el diseño y operación del sistema de producción de flujo de una sola pieza. Los takt time Cj para cada producto i = 1,2, … se calcula a partir de un análisis de la demanda de los clientes.
El Takt time es el intervalo máximo entre la finalización de unidades consecutivas de un producto y se calcula a partir de dividir el tiempo disponible total entre la cantidad de unidades requeridas por el cliente.

Objetivos tradicionales como una alta la utilización de las máquinas o un alto volumen de producción son menos importantes en la implementación de one piece flow según las directrices Lean.
En una empresa el takt time puede cambiar con frecuencia. En ocasiones, cambios en la demanda de los clientes de ±20% se manejan ajustando la productividad a través de horas extras, vacaciones, etc… no cambiando de esta forma el Takt time y, por lo tanto, la capacidad disponible.
Cuando los cambios son mayores, los nuevos tiempos takt se vuelven a calcular. Una vez calculado el tiempo de takt, se establece el nuevo tiempo de ciclo.
Flujo de fabricación en líneas en forma de U
En una línea de producción en forma de U, las máquinas están dispuestas alrededor del borde de una forma de U en el orden en qué operaciones se realizan en el producto. Idealmente, el lado estrecho de cada máquina está en el borde y el lado más voluminoso de la máquina en la parte exterior de la U.
Los operadores trabajan dentro de la línea U. Un operador supervisa tanto el entrada como la salida de la línea. El movimiento del operador (o del producto) puede ser en sentido horario o antihorario indistintamente.
Los diseños de los equipos deben ser apropiados para la producción en U. En el one piece flow, incluyendo la producción en líneas con forma de U, dicha producción está marcada por un tiempo de ciclo, y se utiliza como sistema de inicio y control de producción la sistemática Pull.
En one piece flow mediante la dicha sistemática Pull, a medida que se saca de la línea cada producto terminado, se ingresa un conjunto de material a la línea. Ningún componente entra al inicio en la línea a menos que esté terminado y evacuado un producto al final de ésta.
Por otro lado en los sistemas one piece flow hay como máximo una unidad de trabajo en proceso en cada máquina de la línea.
La figura (a) muestra las líneas de producción de tres productos A, Banda C organizada en una sola línea U tripulada por dos operadores. Esta línea en U es lo suficientemente flexible como para que un operador puede ejecutar las tres líneas cuando son requeridas cantidades reducidas y se pueden agregar operadores adicionales cuando aumenta la producción requerida.
La figura (b) muestra dos líneas U tripulado por tres operadores. Es lo suficientemente flexible como para que cualquier número de operadores pueda trabajar en las líneas y adaptarse a los cambios precisados en la producción.
La disposición de la línea en U incrustada en la Fig. (c) tiene un gran U-line que rodea una pequeña U-line, ambas tripuladas por dos operadores. Esta es una línea U complejo menos común, porque puede requerir mucho espacio y más movimientos de los operarios.

líneas en U de doble dependencia; (c) líneas en U integradas
Una mayor desventaja es que el mismo operador generalmente no puede controlar la entrada y salida de una línea. La compleja línea en U en la Fig. d también tiene esta desventaja, pero es menos grave. Aquí tres líneas en U están a cargo de dos operadores. El operador 1 ejecuta la línea A y la primera mitad de la línea B. El operador 2 ejecuta la otra la mitad de la línea B y toda la línea C.

Esta disposición es denominada en forma de 8, porque los caminos tomados por cada operador tiene forma de 8. Algunos autores japoneses lo denominan “el gran efecto habitación”. Si las operaciones son repartidas entre los operadores sobre la base de takt time, a menudo sucederá que algunos operadores serán necesarios para limpiar las operaciones sobrantes.
Estos parciales de operaciones deben sumarse para todas las líneas y asignado a los mejores operadores en la planta. En última instancia, el objetivo debería ser vincular todos los las líneas juntas en una gran habitación, realizando una gran línea en U con ellas.

Modo de trabajo de líneas en forma de U
Las líneas en U funcionan en uno de tres modos; persecución, estaciones fijas, y estaciones superpuestas.
La línea en U de la Figura funciona en modo de persecución porque un operador toma el producto a través de toda la línea.

El modo de persecución también se puede utilizar con más de un operador.
Como ejemplo, las líneas en U en la figuras a, b, c, d y e funcionan en modo de estación fija. Las operaciones se agrupan en estaciones y se asigna un operador a cada estación.
En el modo de estaciones superpuestas, algunas operaciones se asignan a las estaciones adyacentes y los operadores en estas estaciones cooperan para completar estas operaciones.
Sin embargo, es más común en este caso utilizar estaciones fijas o superpuestas. Por ejemplo diseñadas con equipos próximos para que puedan ser operados, si es necesario en caso de aumento de las necesidades del cliente, con operadores adicionales en un modo de persecución: el nuevo operador perseguiría al anterior a lo largo de todo el proceso.
Si el volumen dicta dos o tres personas por celda, es posible seguir usando el método de persecución o, por el contrario, subdividir la celda para que cada persona opere una zona de estaciones.
Estandarización del trabajo
La estandarización del trabajo describe cómo interactúan los operadores y las máquinas para producir un producto. Es decir, documenta la secuencia de trabajo del operador, trabajo de la máquina y movimiento del operador que se requieren para producir una unidad de producto. La estandarización es imprescindible para el one piece flow y es una de las primera actividades previas la implementación de las metodologías Lean.
Por tanto, el trabajo estándar define el tiempo de ciclo. El estándar el trabajo se estudia constantemente para ver si se puede mejorar para así incrementar la productividad.
El trabajo del operador es más importante que el trabajo de la máquina, lo que significa que la utilización completa de los operadores es más importante que la alta utilización de máquinas. Este principio es aplicable siempre que trabajamos con maquinaria sencilla, típica de este tipo de líneas en U, pero no es un principio general a aplicar en la industria.
Las tablas de combinación de operaciones estándar se utilizan para especificar el trabajo estándar en entornos one piece flow. En el ejemplo que se muestra, un operador trabaja la línea U en modo de persecución. Se realizan nueve operaciones.

Se puede observar que primero carga el nuevo material en la línea. Las siguientes siete operaciones se realizan en siete máquinas diferentes. La última operación consiste en desalojar el producto terminado de la línea. Cada operación en una máquina incluye una tarea manual realizada por el operador y una tarea automática realizada por la máquina.
La tarea manual suele consistir en descargar un producto de la máquina, realizar un control de calidad, cargar un nuevo producto en la máquina, activar la máquina y/o observar la máquina durante un poco de tiempo para asegurarse de que todo comience correctamente. Las tareas automáticas dependerán del tipo de producto que estemos fabricando.
El tiempo para completar una operación es la suma de los tiempo de tarea manual y el tiempo de tarea automático para ese operación.
Control de producción por PULL
La producción en una línea en U one piece flow del “productor” comienza cuando un “cliente” indica que requiere productos. Las señales de inicio de fabricación de una nueva unidad consisten en tarjetas kanban, cuadrados kanban, contenedores reutilizables, Kanban electrónicos, etc.
Los cuadrados Kanban son áreas de almacenamiento limitadas para la producción, que se colocan entre un productor y un cliente. El cliente toma producto terminado de la salida de los cuadrados kanban y el productor produce la salida siempre que haya cuadrados kanban vacíos que completar.
Por lo tanto, los usuarios (comenzando por el cliente externo) solicitan productos a través del sistema de producción. Cuando el tiempo de ciclo es aproximadamente igual al takt time, las señales de extracción deben ocurrir de manera uniforme a lo largo del tiempo; de lo contrario, de vez en cuando, los requisitos de los clientes excederán lo que los productores pueden producir, provocando desabastecimientos e interrupciones.
Esto es logrado al nivelar el programa de producción según la última línea de producción, dícese la línea de montaje de producto terminado.

Las reglas para la puesta en marcha de Kanban combinado con one piece flow son:
- El cliente acude al productor para obtener productos.
- El productor produce solo la cantidad extraída por el cliente bajo one piece flow.
- Los productos defectuosos nunca se entregan al usuario.
- Kanban siempre acompaña a los productos para prevenir superproducción.
- Los programas de producción están nivelados para evitar fluctuaciones en señales de extracción
Jidoka
Las prácticas de calidad deben respaldar la fabricación de flujo en líneas en U, el one piece flow y elementos de control de producción Pull. Debido a que los productos se producen una unidad cada vez y solo se produce la cantidad de productos que requiere un usuario, en one piece flow incluso un solo producto defectuoso interrumpirá la producción.
En este entorno one piece flow, el único método de control de calidad eficaz es la inspección completa y automática de cada producto a medida que pasa por una línea en U.
Jidoka es el nombre que se le da a este método de control de calidad. Significa dotar a la línea de la capacidad de reconocer que algo salió mal y de detenerse por sí misma para que el problema pueda corregirse. Jidoka es imprescindible para un correcta implementación de la metodología one piece flow.

Los mecanismos Jidoka permiten que las máquinas se detengan cuando:
- Ocurre un problema de calidad del producto.
- Ocurre un problema en la máquina.
- Se completa el procesamiento del lote.
Jidoka también se llama autonomización, que significa “automatización con un toque humano” e implica que las máquinas tienen una capacidad similar a la humana para detectar cuando algo sale mal.
Jidoka es aún más importante en las líneas en U trabajando en one piece flow ya que éstas producen más de un producto lo que provoca que los operadores cometan más errores consecuencia de producir varios productos en la misma célula.
Sin embargo la propia disposición de la línea en forma de U ayuda cuando surgen problemas. Los trabajadores están físicamente más cerca y trabajan juntos como un equipo, revisan el trabajo de los demás y discuten los problemas a medida que surgen. Los elementos que necesitan reparaciones se envían de inmediato a la estación que causa el problema, lo que lleva a un diagnóstico rápido y soluciones ágiles.
- Oktyajati, N., Mayasari, S. & Purwati, S. (2023). Implementasi sistem one piece flow untuk mengurangi lead time produksi pada industri garmen. https://doi.org/10.31001/tekinfo.v12i1.2185
- Soliman, M. (2022). Creating a one piece flow and production cell: just-in time production with Toyota’s single piece flow. https://doi.org/10.2139/ssrn.4314086
- Ioana, A., Maria, E. & Cristina, V. (2020). Case study regarding the implementation of one-piece flow line in automotive company. https://doi.org/10.1016/j.promfg.2020.03.036
- Sekine, K. (2024). One-piece flow. https://doi.org/10.4324/9781003576426
- Scholz, M., Kolb, S., Kästle, C. & Franke, J. (2016). Operation-oriented one-piece-flow manufacturing: autonomous and smart systems as enabler for a full-meshed production network. https://doi.org/10.1016/j.procir.2016.11.125
- Nyhuis, P. & Vogel, M. (2005). Logistische positionierung von one-piece-flow-prozessen. https://doi.org/10.3139/104.100869
- Cândea, S., Gabor, M. & Veres, C. (2023). Blending one-piece flow and layout optimization in automotive industry. A case study. https://doi.org/10.61432/cpne0101234c
- Li, S.G., Ni, Y., Wang, X., Shi, L. & Zhu, L. (2012). Design of one-piece flow production system with mixed flows: a timed process flow diagram-based approach. https://doi.org/10.1080/0951192x.2012.684709
- Protzman, C., McNamara, J. & Protzman, D. (2017). One-piece flow vs. batching. https://doi.org/10.1201/b19070
- Sekine, K. (2024). Establishing one-piece flow at a factory that produces small lots on a customer-order basis: The case of Oriental Motor. https://doi.org/10.4324/9781003576426-14
- Are you ready for one-piece flow? (2015). https://doi.org/10.1201/b19070-14
- Batching vs. one-piece flow (2015). https://doi.org/10.1201/b19070-13
- Pull system, one-piece flow, and single minute exchange of die (SMED). (2010). https://doi.org/10.1201/9781420086034-16
- Hu, L. Y., Huo, Y. R., Jin, C. Q., Zheng, Y., Zheng, Q. & Xu, Y. (2013). One-piece flow implementation research in the garment enterprises. https://doi.org/10.4028/www.scientific.net/amr.655-657.2352
- Saad, D. A., Habib, M. & Abou-Zeid, A. (2025). Investigating the application of one piece flow from lean manufacturing in the construction delivery of mass housing projects. https://doi.org/10.1038/s41598-025-19779-w
- Beachum, D. (2005). Lean manufacturing beefs up marginspull systems, takt time, and one-piece flow benefit the operation of a powder coating system. https://doi.org/10.1016/s0026-0576(05)80010-8
- Miltenburg, J. (2001). One-piece flow manufacturing on U-shaped production lines: a tutorial. https://doi.org/10.1080/07408170108936831