
Lean
SMED. Las 6 Etapas para el Éxito en el cambio rápido de modelo.

Oct
SMED es un metodología que reduce drásticamente los tiempos de cambio en los medios de producción. SMED (Single Minute Exchange of Die) significa cambio de utillaje en un número de minutos de un solo dígito, es decir, en menos de 10 minutos.
El tiempo de cambio se define como tiempo que transcurre desde que sale la última pieza buena del Iote anterior, hasta que sale la primera pieza buena del siguiente lote después del cambio.
En el siguiente vídeo se puede observar como la metodología SMED es llevada a cabo de una forma sencilla para la resolución de un ejercicio de cambio rápido en un grado de ingeniería:
Así pues, el cambio de modelo en una fábrica se puede imaginar como una parada en boxes de un coche de carreras que tiene que regresar a la pista lo antes posible.
Lo mismo pasa en las empresas que buscan hacer más rápidos sus procesos, maximizando las actividades que agregan valor y minimizando tiempos de cambio que no Io agregan.
Típicos sectores en los que el SMED es prácticamente un estándar son:
- Estampación metálica.
- Inyección de plástico y aluminio.
- Maquinaria de gran tamaño y compleja.
- Cualquier proceso en el que sea preciso incrementar flexibilidad y productividad.
Breve historia del SMED
Durante un viaje a los USA en 1955, el ingeniero Taiichi Ohno, director en jefe de producción de Toyota, analizó como trabajaba Ia industria automotriz estadounidense, en la que contaban con muchas prensas para fabricar diversos modelos y no tener que cambiar los moldes pues, en algunos casos, el cambio tomaba más de 24 horas.
En Toyota tenían un número limitado de prensas y el reto era fabricar una amplia gama de vehículos con un número mucho menor de equipos.
Para ello contrataron al ingeniero Shigeo Shingo como consultor. A finales de la década de 1970 la metodología había sido evolucionada enórmemente y Toyota ya realizaba cambios en prensas de mas de 1000 toneladas en tiempos cercanos a tres minutos.
¿Cuando se utiliza SMED?
SMED se utiliza cuando necesitamos reducir los tiempos de setup o cambio de modelo, aprovechando al máximo el tiempo disponible para producir y utilizando menos tiempo para cambiar las herramientas.
Los siguientes son algunos de los beneficios de la aplicación del SMED sobre un proceso productivo:
- Reducción de los tiempos improductivos.
- Disminución de los tiempos totales de producción y, por lo tanto, logro de una mayor productividad.
- Posibilidad de fabricar con un tamaño de lote menor.
- Reducción del volumen total de estocs.
- Y, por ende, aumento de la flexibilidad.

Los 6 Etapas para el éxito de la metodología SMED
En la concepción clásica de SMED se definen 6 etapas diferenciadas para su aplicación:
- Observar y medir el tiempo total de cambio. Se realiza con una filmación que analizada en profundidad por los técnicos y el equipo de mejora.
- Separar las actividades internas de las externalizables. Parte de las estas actividades externalizables pasan a realizarse previamente a la parada y el resto con posterioridad al arranque tras el cambio de modelo.
- Convertir actividades internas en externas y mover actividades estas nuevas operaciones externas fuera del paro. Esta conversión es realizada mediante mejoras de ingeniería o inversiones.
- Eliminar desperdicio de las actividades internas. Habitualmente con una estrategia de mejora continua.
- Eliminar desperdicio de las actividades externas.
- Estandarizar y mantener el nuevo procedimiento. Esta etapa se realiza de manera indefinida hasta el inicio de un nuevo ciclo de SMED si se considera conveniente.

Como se observa en la figura, mediante las 6 etapas del SMED conseguimos una reducción paulatina del coste y un incremento considerable en la disponibilidad de la máquina lo que, en empresas en las que dicha disponibilidad sea limitada, puede ser fundamental para la rentabilidad.
Cuánto tiempo toma implementar SMED
Cuando se realiza en un evento kaizen puede tomar entre tres y cinco dias, mas uno o dos meses para el seguimiento de las actividades.
A este tiempo también, en la mayoría de los casos, se ha de añadir una etapa de preparación que tendrá un duración variable según nuestra dedicación.
Es muy común que el éxito de la aplicación del SMED dependa de una correcta etapa de preparación.
Etapa de preparación de la implementación de SMED
La etapa de preparación puede durar entre 1 y 2 meses. Básicamente habremos de desarrollar las siguientes actividades:
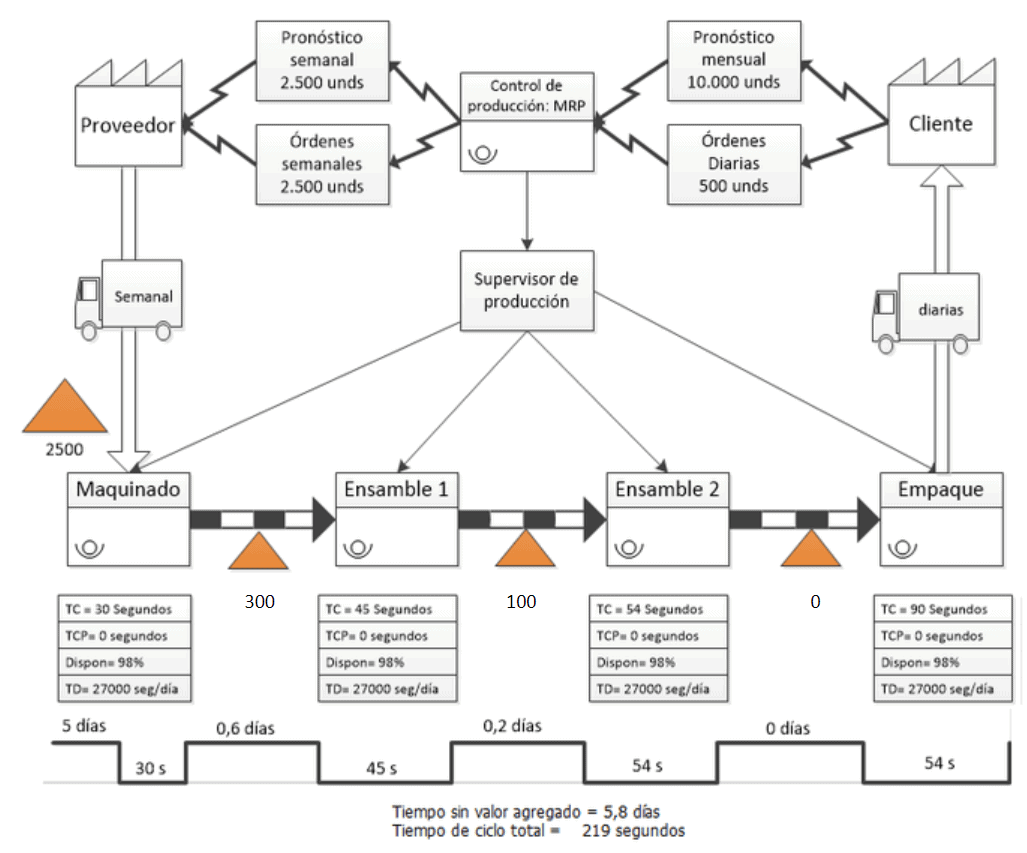
- Realice un mapa de la cadena de valor (Value Stream Map, VSM) y utilícelo para determinar si Ia máquina es un cuello de botella.
- Determine el impacto de hacer un evento Kaizen, ya que las máquinas que tienen tiempos Iargos de cambio no siempre son las que tienen mejores oportunidades para mejorar, especialmente si no son cuellos de botella.
- Establezca el equipo o máquina en la que debe enfocarse, dada Ia oportunidad que ha encontrado para mejorar el tiempo de cambio. Esto es importante, ya que le permitirá obtener grandes mejoras en esa máquina o equipo.
- Establezca un equipo multidisciplinar de personas de diversas áreas, como operadores de producción, calidad, mantenimiento, etc…
- Revise el programa de producción para establecer una fecha de inicio del evento Kaizen.

- Establezca una agenda para el evento y distribúyala entre todos los miembros del equipo.
- Consiga una cámara de vídeo para la grabación del cambio para su posterior estudio.
- Realice una introducción al tema de cambios rápidos para el personal que integra el equipo Kaizen.
Herramientas y conceptos útiles para la aplicación de SMED
- Las 5`S son una herramienta esencial para facilitar las actividades de mejora en un cambio de producto.
- Analice a fondo los elementos de sujeción y trate de estandarizar tornillos, tuercas y otros elementos.
- Estudie el uso de las herramientas y estandarícelo.
- Recuerde que en la sujeción por medio de tornillos, Io importante no es el numero de vueltas, ya que el apriete radica solo en la última vuelta del tornillo. Por ello, procure tener tornillos de longitud estrictamente necesaria.
- En la medida de lo posible, cambie tuercas por aprietos o abrazaderas para permitir sujeciones inmediatas y sin herramientas.
- Utilice guías y topes de posicionamiento tanto como sea posible.
- Estandarice todas las actividades y documéntelas en hojas de verificación.
- Utilice conectores fáciles y rápidos tanto como sea posible.
- Utilice códigos de colores para distinguir elementos de cambio y Iograr rápidos acoples o búsquedas.
- Organice las herramientas en el orden en que se van a utilizar y manténgalas cerca.
- Arai, K., & Sekine, K. (2024). Kaizen for quick changeover. https://doi.org/10.4324/9781003578857
- Singh, B. J., & Khanduja, D. (2009). SMED: for quick changeovers in foundry SMEs. https://doi.org/10.1108/17410401011006130
- McIntosh, R. I., Owen, G., Culley, S., & Mileham, T. (2007). Changeover improvement: Reinterpreting Shingo’s “SMED” methodology. https://doi.org/10.1109/tem.2006.889070
- Fonda, E., & Meneghetti, A. (2022). The human-centric SMED. https://doi.org/10.3390/su14010514
- Arai, K., & Sekine, K. (2024). Changeover improvement steps for the process industry. https://doi.org/10.4324/9781003578857-13
- Arai, K., & Sekine, K. (2024). Changeover on processing lines. https://doi.org/10.4324/9781003578857-6
- Arai, K. & Sekine, K. (2024). Steps toward zero changeover. https://doi.org/10.4324/9781003578857-3
- Arai, K. & Sekine, K. (2024). Steps in changeover improvement. https://doi.org/10.4324/9781003578857-2
- Arai, K. & Sekine, K. (2024). Zero changeover for die-cast machines. https://doi.org/10.4324/9781003578857-17
- Arai, K., & Sekine, K. (2024). Zero changeover for plastic-molding machines. https://doi.org/10.4324/9781003578857-16
- Arai, K., & Sekine, K. (2024). Zero changeover for assembly lines. https://doi.org/10.4324/9781003578857-18
- Arai, K., & Sekine, K. (2024). Zero changeover for transfer machines. https://doi.org/10.4324/9781003578857-12
- Arai, K., & Sekine, K. (2024). Zero changeover for PCB auto-inserters. https://doi.org/10.4324/9781003578857-14
- Bassi, A., Chhatwal, H., Bhasin, N., Sharma, S., & Gupta, R. (2021). Optimization of changeover time in a manufacturing enterprise using Single Minute Exchange of Dies (SMED): a case study. https://doi.org/10.1007/978-3-030-73495-4_13
- Sin, T. C., Ming, C. C., Sahar, N. A. M., Hilmi, A. H. b., Ahmad, R., & Mustafa, S. A. (2024). Manufacturing changeover time reduction for dry etching tools in wafer fabrication industry using Single-minute-exchange-of-dies (SMED). https://doi.org/10.1007/978-981-97-0169-8_53
- Mulyana, A., & Hasibuan, S. (2017). Implementasi single minute exchange of dies (SMED) untuk optimasi waktu changeover model pada produksi panel telekomunikasi. https://doi.org/10.22441/sinergi.2017.2.005