
Ingeniería, Lean
RCM. Aprende en 5 minutos. Mantenimiento basado en la Confiabilidad.

Nov
El RCM se originó en las industrias aeronáuticas y nucleares a finales de la década de 1960.
Se define como un Estrategia de mantenimiento global usando métodos de análisis estructurados, los cuales permiten asegurar una fiabilidad inherente.
Para desarrollar u optimizar un plan eficiente de mantenimiento que nos permita determinar cuáles son las tareas de mantenimiento adecuadas para cada equipo.
El RCM es planteado en ocasiones como un primer paso hacia el Mantenimiento Productivo Total.
Principios del RCM
El RCM es una herramienta que permite optimizar las acciones de mantenimiento preventivo, disminuyendo su coste. Existen diversos criterios a tomar en cuenta:
- Seguridad
- Disponibilidad
- Coste del Mantenimiento
- Calidad de la producción
Objetivos perseguidos con el RCM
- Definir y justificar las acciones de mantenimiento preventivo a implementar.
- Redefinir las acciones de mantenimiento preventivo.
- Asegurar y aumentar la eficiencia del equipo en materia de fiabilidad.
- Emitir recomendaciones técnicas.
- Elaborar un programa de Mantenimiento preventivo. La optimización del preventivo se debe basar en un plan técnico de mantenimiento, seguido de una evaluación económica que resulta en un plan de mantenimiento optimizado (PMO).

- Mejora de Mantenimiento en tres aspectos:
- Organizacional. El RCM genera una disminución del número de tareas en el preventivo. El mantenimiento predictivo aumenta, la necesidad de repuestos disminuye y los reemplazos de componentes están mejor justificados.
- Humano. El trabajo en equipo entre actores de diferentes servicios produce sinergia. Se han documentado aumentos en la producción de hasta el 10% tras 3 meses de RCM. La seguridad y protección ambiental son mejoradas.
- Técnico. Determinación de equipos críticos, fallas principales, causas, efectos, especificación de tareas preventivas, política de mantenimiento. Todo ello produce un aumento en la vida de los equipos.
- Conservación de datos de mantenimiento. La creación de un historial para cada equipo crítico permite la validación del programa de mantenimiento y su actualización.
Beneficios que comporta la aplicación del RCM
- Mejor conocimiento del sistema.
- Responsabilización y compromiso del personal.
- Mayor cohesión entre los departamentos de la empresa.
- Iniciativas por la seguridad de los equipos y las personas.
- Validación de las modificaciones realizadas.
- Mejora del OEE de la planta.
- Mayor Calidad en la fabricación.
- Atención a la fiabilidad del personal
- Mejora el desempeño de los equipos.
- Análisis más preciso de los costes de mantenimiento.
- Vida más larga de los equipos.
- Mayor implicación de Producción en el estado de los equipos.
- Más cooperación Producción-Mantenimiento.
Como se implementa el RCM
La implantación del RCM es un proyecto a nivel de empresa. Por ello, la implicación de la dirección es primordial. Estos son las principales figuras:
- Personal de mantenimiento
- Personal de Producción
- Servicios financieros y contables
- Dirección
El RCM se aplica de manera progresiva, estructurada y dinámica. Se lleva a cabo en diversas etapas y se aplica área por área. Se realiza de forma estructurada mediante metodologías existentes, aprovechando la experiencia acumulada.
Herramientas usadas por el RCM
- Matriz de criticidad. Permite apreciar el impacto de las fallas de los equipos sobre criterios tales como la seguridad, la disponibilidad y la calidad.


- Análisis de modos de falla y efectos de confiabilidad (AMFEC), que define la importancia relativa de las fallas, sus causas y efectos.
El Análisis Modal de Fallos y Efectos es un concepto clave en la implantación y/u optimización de un plan preventivo de mantenimiento. El AMFE es un procedimiento de análisis de fallos potenciales en un sistema de clasificación que determina la gravedad y el efecto de los fallos en un sistema/equipo.
En otras palabras, gracias al análisis AMFE podremos valorar la criticidad de un fallo y el grado de afectación al proceso productivo. También nos ayudará a determinar las prioridades sobre las diferentes tareas de mantenimiento.

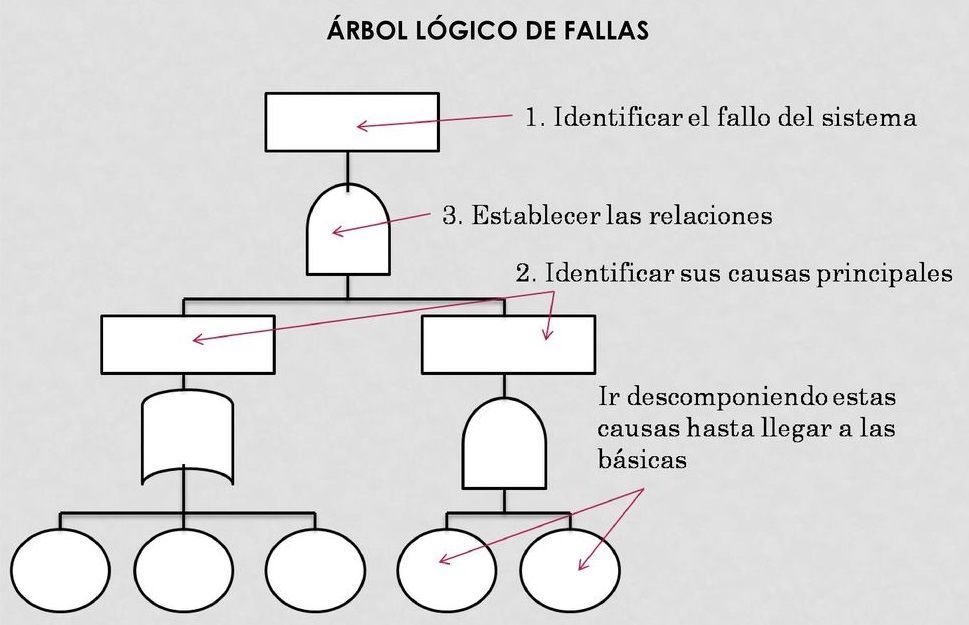
- Árboles de falla, que sirven, en función de la falla, para identificar el tipo de consecuencia sobre el equipo y definir los niveles de acciones de mantenimiento a realizar.
Para aplicar estas herramientas sobre el sistema es necesario un buen conocimiento de los equipos así como de sus fallas y los impactos de las mismas.
Elaboración del Plan Técnico de Mantenimiento
Constitución de los equipos
Durante la implementación del RCM se han de crear 3 grupos:
Grupo de gestión. Este grupo incluye a los responsables de Mantenimiento, Producción y Calidad. Es liderado y supervisado por el jefe de proyecto. Este grupo define las tareas, elige los miembros del resto de grupos y evalúa sus resultados.
Grupo de análisis
Prepara los análisis a realizar
Grupo de información.
Se encarga de recolectar los datos del terreno. Son las personas que más conocen los equipos.
Etapas del método de elaboración del Plan Técnico de Mantenimiento
La implementación se lleva a cabo en 4 etapas:
- Estudio del conjunto de equipos. Se determina los equipos críticos a ser considerados.
- Análisis de fallas de los equipos.
- Definición de acciones a ejecutar para la mejora de la fiabilidad la cual conduce a la planificación de tareas.
- Mejora continua del plan técnico de Mantenimiento propuesto.
Las 3 primeras etapas se realizan secuencialmente en un corto plazo (se recomienda una semana por equipo). De esta forma ser logra un preventivo inicial.
Descomposición de la empresa
El RCM va de lo general a lo particular. Es necesario descomponer el conjunto de equipos en niveles cada vez más finos, hasta llegar al componente básico.
Existen 2 enfoques consecutivos, el geográfico y el funcional.

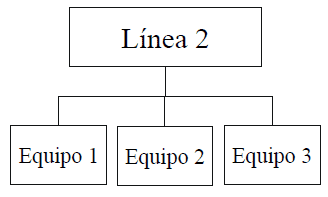
Esta descomposición inicial es seguida por otra en el nivel de los equipos desglosando sus diferentes funciones:

Etapa 1. Seleccionar la planta piloto.
Si la empresa posee varias plantas, la selección de la planta piloto debe ser meditada con cuidado. La selección de una planta es un elemento motivador para el personal concernido.
En primer lugar, se deberá seleccionar el área piloto de implantación RCM. Se deberá escoger un área con una alta tasa de fallos en los equipos para detectar fácilmente las mejoras que se vayan realizando en la zona.
Clasificación con la matriz de criticidad
Para clasificar los equipos se utilizan 3 criterios:
- Seguridad. Influencia en el entorno, directivas reglamentarias, situaciones ya ocurridas.
- Disponibilidad. Transcendencia de las paradas, existencia de equipos redundantes, influencia en otros equipos, frencuencia y tiempos medios para reparar.
- Calidad. Porcentaje de pérdidas e influencia en la calidad final del producto.
Para esta clasificación se usan 3 niveles de ponderación
- Inaceptable: se deben realizar todos los esfuerzos para evitar el fallo del equipo.
- A controlar: Los fallos serán evitados realizando inspecciones.
- Insignificante: Consecuencias poco apreciables y poco frecuentes.

El objetivo de esta etapa del RCM es reducir el número de equipos a estudiar para poder hacerlo de manera detallada con los críticos.
Etapa 2. Análisis de fallas
Una vez hayamos seleccionado el área piloto de implantación del RCM, deberemos solicitar a la empresa el registro de paros y los informes de no conformidad/defectos.
En una reunión con el equipo de trabajo se procederá a seleccionar las averías más significativas (frecuentes, importantes, etc.) del área con el fin de incluirlas en el análisis de criticidad.
Esta es la fase más delicada del estudio. Usualmente toma alrededor del 30% del tiempo dedicado al proyecto RCM. Se pueden distinguir 3 fases en esta etapa:
- Análisis funcional del equipo
- Determinación de equipos con fallas funcionales críticas,
- Análisis de modos de falla.
De esta forma se obtiene una lista jerarquizada de las causas de falla de los equipos.
Análisis funcional del equipo
Hay varios métodos de análisis funcional. Un ejemplo es el método de interacción (norma X50-153-AFN92) por su facilidad de implementación.
Los objetivos del análisis funcional del equipo son
- Entregar un descripción de cada medio de producción, establecer una lista de todas las funciones y comunicaciones con otros equipos.
- Permitir la identificación de todas las fallas potenciales
El método permite identificar la totalidad de las funciones de un sistema a partir de las interacciones de este con su entorno. Las fases del método son:
- Análisis de necesidades
- Estudio del entorno
- Determinación de funciones del equipo
Principio del análisis funcional de equipos
Se efectúa sucesivamente un análisis funcional externo que considera al equipo como una caja negra y un análisis funcional interno que tiene en cuenta los subconjuntos que conforman el equipo.
El análisis externo se realiza en la siguiente ficha:

Para cada función se estudian las diferentes fallas (realizado por el grupo de análisis ayudado por el grupo “equipo”). La capacidad de detección de una falla recibe una ponderación:
- 1, si no hay medio de detectarla
- 0, en caso contrario
El modo falla se describe como la manera en que un equipo llega a no cumplir su función. Los modos de falla se especifican según:
- Impacto de la falla en la seguridad, producción y calidad
- Frecuencia de las fallas.
- Fallas no detectables o con poca detectabilidad durante el funcionamiento del equipo.
- Efectos inducidos de la falla:
- Influencia en la seguridad.
- Efectos económicos.
La clasificación de las fallas, a fin de reducir el tiempo de estudio, se logra a través de 3 criterios:
- La seguridad (S).
- La no detectabilidad (ND).
- La criticidad (CR = F x G).
Para el tercer criterio (frecuencia x gravedad), se usan 4 niveles a fijar por el grupo piloto. Se hace así para evitar la selección del nivel intermedio.


La noción de no detectabilidad se usa de manera cualitativa para no complicar el análisis. El valor de criticidad se incluye en la anterior tabla de análisis funcional externo del equipo.
Relación entre falla funcional y equipo
En este paso se liga las funciones descritas en la tabla de análisis funcional externo del equipo con los componentes del equipo. Para ello se utiliza la siguiente ficha:

La descomposición se realiza en general a las funciones más críticas. Se obtiene una lista de elementos mantenibles implicados en las fallas funcionales críticas.
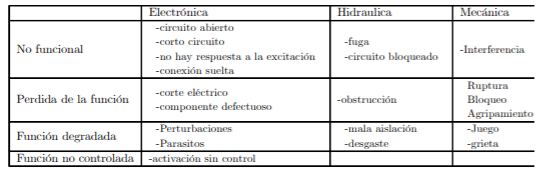
Análisis de modos de fallo
El análisis consiste en estudiar y listar los diferentes modos de falla usando métodos tales como diagramas de Pareto o los diagramas causa-efecto.

Se prepara una ficha para realizar el AMF. Es preparada por el grupo de análisis y completada por el grupo de información. Para cada modo de falla es posible encontrar varias causas y varios defectos.
El modo de falla ha sido definido a nivel de las funciones del equipo.
La causa de falla es la anomalía inicial susceptible de conducir a un modo de falla. Se expresa como diferencia respecto de un nivel de referencia fijado anteriormente.
Etapa 3. Elaboración de Plan Técnico de Mantenimiento
Una vez seleccionadas las averías, éstas deberán agruparse en áreas o máquinas según corresponda para proceder a su posterior análisis mediante el formato AMFE RCM.

En el análisis se determinará la gravedad del fallo con el fin de establecer una tarea eficiente de mantenimiento (preventivo, predictivo, etc.) que permita impedir sus posibles causas de fallo.
Estas tareas de mantenimiento deberán tener un requisito específico: la efectividad. Una tarea de mantenimiento será efectiva cuando su coste de realización sea inferior a su coste de reparación.
Luego se determinará la probabilidad de ocurrencia y la probabilidad de no-detección de la avería.
Una vez se haya descrito el nombre de la tarea de mantenimiento a realizar, se clasificará según necesite un mantenimiento predictivo, preventivo, mejorativo, etc.
Además, se especificarán los conocimientos requeridos por el operario para la realización de la tarea: operario de producción, con conocimiento básico/medio/avanzado en mecánica, hidráulica, robótica, electricidad, etc.
Finalmente, también se añadirán datos sobre el coste de los recambios y el plazo de entrega estimado.
Las siguientes fases de esta etapa son la definición de árboles de decisión, la creación del PMT y la planificación de tareas.
Arboles de decisión
Gracias al estudio realizado previamente en las etapas 1 y 2, es posible fijar para cada causa de falla el valor en cuanto a seguridad, disponibilidad y calidad. A raíz de ello se jerarquizan las acciones a tomar. El gráfico siguiente es un ejemplo de árbol de decisión:

Creación del plan técnico de Mantenimiento
Los equipos crearán el plan técnico de Mantenimiento, el cual incluirá:
- El procedimiento completo de cada tipo de operación
- El tipo de mantenimiento que supone.
- Periodo de intervención.
- Otras observaciones.
- Cualificación y número de personal de intervención.
- Tiempo de intervención.
- Los repuestos y el número de ellos.
- Herramientas y equipos necesarios.
El grupo que genera este plan técnico de mantenimiento puede realizar el PMT a partir de los históricos de equipos similares y los datos que procura el fabricante. El formato es similar al siguiente:

Planificación de tareas
Lo resultados anteriores serán imputados en una ficha similar a ésta:

Este programa será la base y será mejora constantemente aprovechando la experiencia.
Etapa 4. Optimización de Plan Técnico de Mantenimiento
La experiencia puede ser usada de cara a mejorar el Plan técnico de Mantenimiento cuando se evalúe el desempeño de cada acción y se determine su coste respecto al coste de la falla que pretende evitar.
Para esta optimización se analizan las siguientes informaciones:
- Datos de la confiabilidad.
- Eventos acaecidos.
- Histórico de los equipos.
- Otras documentaciones.
También podemos utilizar técnicas comparativas de Benchmarking con otros negocios, plantas o empresas. Lógicamente se habrán de implementar los indicadores para observar la evolución a largo plazo.
- Sifonte, J. R. & Reyes-Picknell, J. V. (2017). Reliability centered maintenance-reengineered. https://doi.org/9781315207179
- Nugroho, W. & Sukmono, T. (2024). Implementation of reliability centered maintenance (RCM) ii in packaging industry production machinery maintenance activities. https://doi.org/10.61796/ipteks.v1i1.91
- Peters, R. (2015). Defining maintenance strategies for critical equipment with reliability-centered maintenance (rcm). https://doi.org/10.1016/b978-0-12-397042-8.00009-7
- Study reliability centered maintenance (rcm) of rotating equipment through predictive maintenance (2014). https://doi.org/10.15242/iie.e0314595
- Evolution of reliability-centered maintenance (RCM) (2012). https://doi.org/10.4324/9780080516349-5
- Analisis interval pemeliharaan komponen kritis unit fuel conveyor dengan pendekatan reliability centered maintenance (RCM) (2022). https://doi.org/10.24961/j.tek.ind.pert.2022.32.1.12
- Smith, A. M., Hinchcliffe, G. & Hinchcliffe, G. (2003). RCM–gateway to world class maintenance. https://www.amazon.com/RCM-Gateway-World-Class-Maintenance-Anthony/dp/075067461X
- The RCM-R® process. (2017). https://doi.org/10.1201/9781315207179-3
- Fine-tuning RCM analysis. (2017). https://doi.org/10.1201/9781315207179-11
- Implementing RCM-R. (2017). https://doi.org/10.1201/9781315207179-12
- 8 Overview of maintenance strategies. (2017). https://doi.org/10.1201/9781315207179-8
- 9 Condition-based maintenance techniques. (2017). https://doi.org/10.1201/9781315207179-9
- 13 Leveraging RCM-R®. (2017). https://doi.org/10.1201/9781315207179-13
- Willott, R., Gomes, A. V., Chang, A. N., Parvatiyar, M. S., Pinto, J. R., & Potter, J. D. (2009). Mutations in troponin that cause HCM, DCM and RCM: What can we learn about thin filament function? https://doi.org/10.1016/j.yjmcc.2009.10.031
- 4 RCM-R® pre-work. (2017). https://doi.org/10.1201/9781315207179-4
La informacion es corta, pero con un buen contenido