
Lean
¿Qué es Milk Run?
Jul
Es este artículo se describe la metodología Milk Run para la gestión logística interna y externa. Pese al origen “humilde” de esta metodología, actualmente es ampliamente utilizada en todos los sectores, tanto en logística interna como externa.
El objetivo final es conocer las ventajas de esta metodología, siendo además capaces de definir y calcular un sistema Milk Run básico de manera satisfactoria.
Origen de la metodología Milk Run
El llamado “Milk run”, hace referencia a años atrás, cuando diariamente en Estados Unidos había un lechero que visitaba los domicilios de toda la ciudad, recogiendo las botellas vacías que había en las puertas y sustituyéndolas por otras llenas. Es un método de suministro de diferentes productos provenientes de diversos proveedores

En el “Milk run” el lechero salía desde la fábrica con el camión lleno de botellas de leche y acudía a cada puerta. A pesar de que este trayecto era largo, una vez llegaba a la ciudad pasaba de puerta en puerta, sin necesidad de volver al almacén ni a cargar ni descargar puesto que al llegar a cada puerta, descargaba el material, y lo sustituía por el mismo número de botellas, pero en este caso llenas.
Esto hace que el coste de transporte disminuya dado que la mayor distancia es la que hay desde la fábrica a los clientes con lo que si sólo se realiza una vez por día, este coste se verá minimizado.
El “Milk run” que hacía el lechero antes, actualmente se aplica en el contexto de la logística.
¿Qué es Milk Run?
Milk Run es una metodología logística basada en la recogida y reparto en diversos puntos mediante una ruta única prediseñada, con el objetivo de lograr una mayor eficiencia y rebajar los costes operativos.
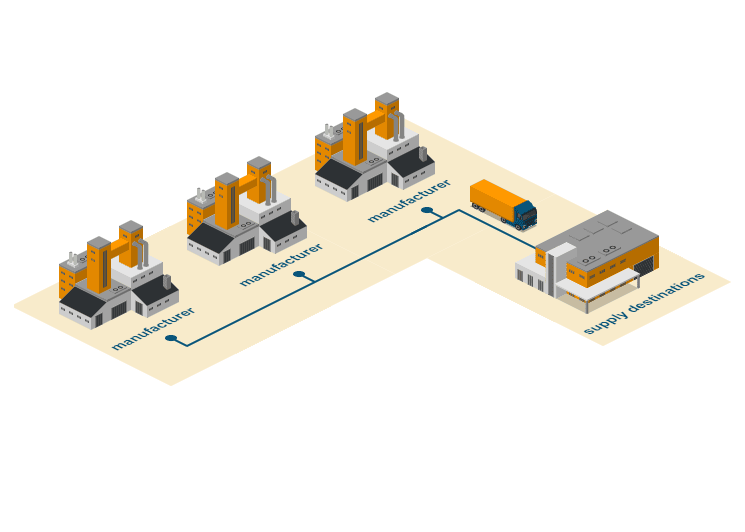
En la actualidad, en el sector de la automoción, la mayoría de fabricantes de coches tienen más de un proveedor y este método Milk run consiste en que un solo camión pase por todos los proveedores y cargue con el material que cada proveedor produce.
En cambio, el método que se utilizaba antes consistía en que cada proveedor individualmente enviaba un camión con su material producido directamente al fabricante de coches.
La diferencia se puede ver en la siguiente imagen:

En esta situación, en vez de utilizar cuatro camiones (uno por proveedor), se pasaría a utilizar sólo uno y a pesar de que éste haría una ruta más larga, siempre sería menor que la suma de las cuatro rutas de los otros camiones. Simplificando la situación, si cada proveedor tardase 1 día en llegar a la fábrica de destino, esto sería un total de 4 días.
En cambio, al hacer el milk run, el camión tardaría menos de 4 días ya que las distancias entre los proveedores no son tan grandes como entre el proveedor y la fábrica de destino.
Ventajas del Milk Run
Una vez entendido cómo funciona el “Milk run”, se puede ver fácilmente que ofrece muchas ventajas para la gestión logística con embalajes retornables. Algunas de esas ventajas del milk run son las siguientes:
1. Reducción de los costos de transporte debido al transporte consolidado, incluso si se transportan cantidades pequeñas.
2. Mayor precisión de la entrega de las mercancías Just-In-Time debido a la sincronización.
3. Mejora de la velocidad de carga del vehículo y reducción de la distancia total recorrida.
Puede recoger el pedido de varios proveedores del fabricante, y al coordinarlos, mejora el abastecimiento, siendo éste más ágil y flexible, además de mejorar la capacidad de respuesta y la eficiencia del sistema del fabricante.
4. Reducción de los niveles de inventario en proceso, utilizando la logística de terceros, tanto por parte del proveedor, como por la del fabricante.
Esta idea del Milk run también se utilizará en el desarrollo del proyecto para suministrar los materiales desde el almacén a los distintos puestos de trabajo.
Situación antes de aplicar Milk run – entregas individuales:

Se utilizara una carretilla para atender la demanda de cada localización pues cada puesto de trabajo tiene unas necesidades distintas al resto de puestos, tanto en el número de componentes como en el tipo. Por lo tanto, el tener una carretilla para cada localización aseguraría el servir a tiempo la demanda de cada puesto.
La distancia conjunta recorrida por todas las carretillas al haber realizado una ruta individual desde el “warehouse” hasta el puesto de trabajo y regreso de nuevo, es muy superior a la distancia recorrida siguiendo una metodología “milk run”, donde una sola carretilla partiría del “warehouse” e iría pasando y satisfaciendo la demanda de cada puesto de trabajo.
Ésta sólo regresaría al “warehouse” para volver a cargar con material para suministrar los puestos que lo demanden.
Aplicando milk run:

Calcular un Milk Run interno
Es el momento de calcular los detalles cuantitativos. Dado que esto lleva un poco más de tiempo, se ha dividido los cálculos en varios puntos.
Frecuencia y capacidad
Hay algunos aspectos que influyen o dependen unos de otros. La capacidad del tren, la frecuencia del tren, la cantidad de materiales suministrados y el espacio en la línea de montaje. En teoría, un análisis de costo-beneficio lo guiaría hacia la solución óptima. Desafortunadamente, a menudo no se dispone de los costos y los valores asociados.

De todos estos factores, frecuentemente el espacio en la línea de montaje es el más crítico. Por lo tanto, el milk run debe configurarse para minimizar el uso de este espacio. Probablemente, con el objetivo de optimizarlo, podría ser necesario repetir los cálculos expuestos a continuación varias veces de forma iterativa para llegar a una solución adecuada.
Cálculo de la cantidad de material del milk run
El cálculo comienza con el espacio en la línea de montaje. Se ha de averiguar cuánto material necesitamos en la línea. El objetivo es disponer, al menos, de una caja de material allí en todo momento.
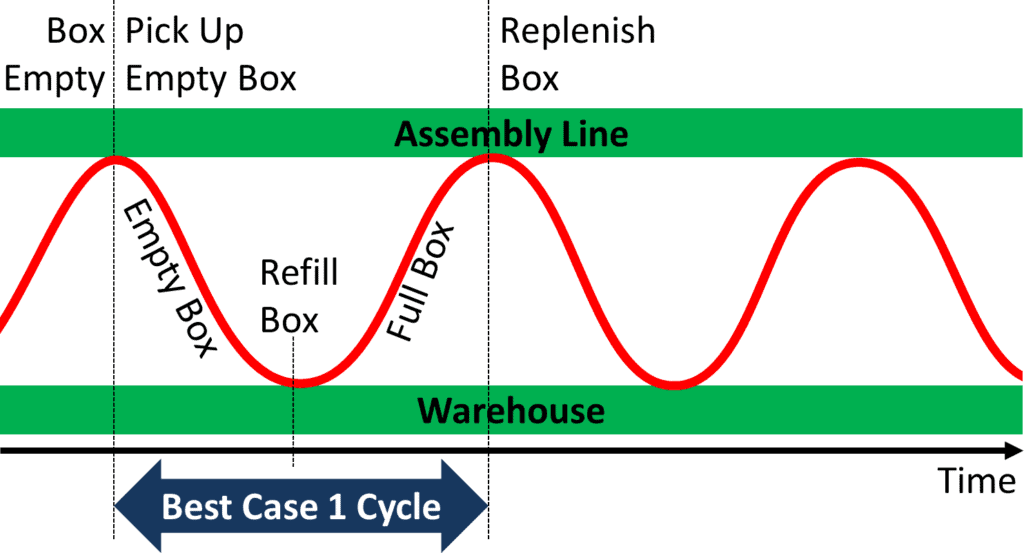
Veamos el funcionamiento con más detalle. Si se vacía una caja, el milk run la recogerá en su próxima visita y la devolverá llena en la siguiente.
En el mejor de los casos, su caja estaría vacía justo cuando llega el mik run, y tendría que esperar un ciclo de ejecución de milk run para obtener una nueva caja (es decir, si el ciclo de milk run llega cada hora, recibirá una caja llena de vuelta cada hora).
Esto se ilustra a continuación en una línea de tiempo donde la línea roja representa el recorrido de la leche que viaja desde el almacén hasta la parada de la línea de ensamblaje y viceversa.
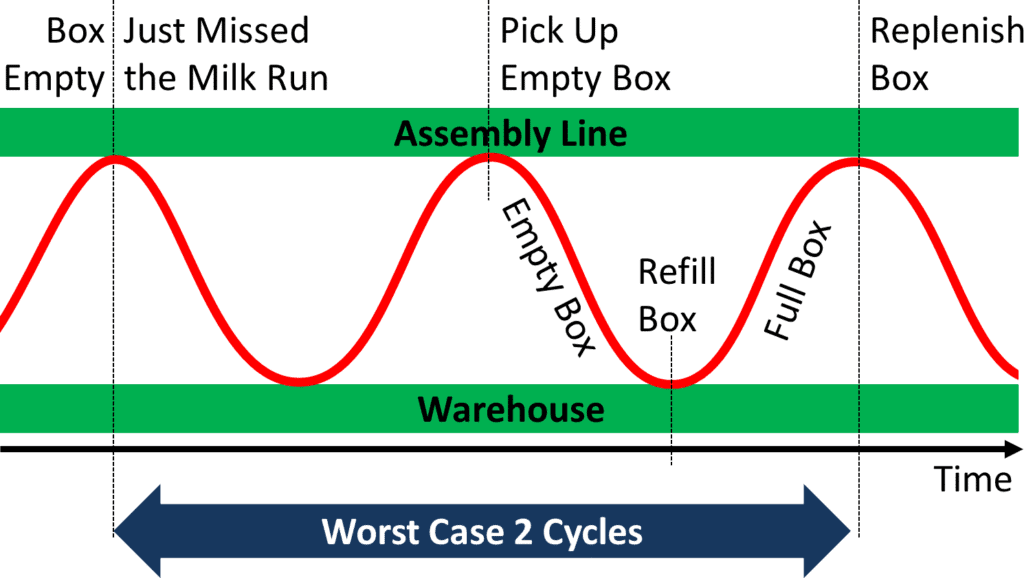
En el peor de los casos, sin embargo, su caja se vaciará justo cuando marche el milk run y tendrá que esperar un máximo de dos ciclos.
En en caso de que le milk run tenga un tiempo de ciclo de una hora, tendrá que esperar una hora para que el milk run recoja la caja vacía y otra hora para que le devuelva la caja llena. Por lo tanto, el tiempo total de reabastecimiento es de dos ciclos de producción de leche o, en el ejemplo, dos horas.
Esto también se ilustra a continuación:
Tanto el mejor como el peor de los casos son posibles. Por lo tanto, se ha de configurar el milk run para manejar el peor de los casos.
Dado que este peor de los casos no sucederá todo el tiempo, esta suposición también nos da un margen de seguridad para el resto de casos.
Por lo tanto, necesitamos suficiente espacio en la línea para almacenar material con una duración de dos ciclos más una modulación. Necesitamos esta caja adicional de material en caso de que todas las demás cajas estén vacías o rellenadas y estén en el camino de regreso del almacén.
Es habitual agregar un búfer de seguridad adicional para asegurar un buen funcionamiento.
En la operación normal, la mitad del inventario (más el búfer de seguridad) estaría en la línea de ensamblaje, mientras que la otra mitad estaría en el milk run (ya sea yendo vacío al almacén o lleno regresando del almacén).
En cualquier caso, cuando el milk run esté en funcionamiento, su estado ha de ser verificado. En caso de haber desabastecimientos ocasionales a pesar del material en el almacén, es posible que se tenga que aumentar el número de cajas.
Sin embargo, si siempre hay más de una caja en el supermercado de origen, es posible que sea conveniente reducir la cantidad de cajas.
Estimar el tiempo del ciclo
A continuación, se precisa hacer una estimación inicial de cuál puede ser el tiempo ciclo del milk run. Esto, como ya se ha comentado, se revisará posteriormente de forma iterativa para encontrar la solución idónea.
Entonces, ¿con qué frecuencia sale en Milk Run? ¿Uno cada dos horas, uno cada hora, uno cada treinta minutos o incluso uno cada quince minutos?
Cuanto más corto sea el ciclo, menos material necesitará en la línea de montaje. Sin embargo, también precisaremos más unidades de Milk Run.
Es conveniente configurar el Milk Run con un tiempo múltiplo de hora. Si su ciclo es algo regular (intervalos de horas o una división uniforme de la hora, treinta minutos, veinte minutos, quince minutos más o menos), el conductor y también el cliente pueden recordarlo mucho más fácilmente.
Tiempo total de dos ciclos más una caja
También es necesario definir qué tipos de materiales se precisan en la línea de montaje, cuál es su tasa de consumo (o takt de consumo) y las unidades a introducir poner en una caja.
Por ejemplo, contémplese en promedio una pieza de tipo A cada 50 segundos (el takt de consumo). Si la caja tiene capacidad para 12 piezas, una caja será suficiente para 10 minutos de consumo (12 por 50 segundos equivalen a 600 segundos o 10 minutos).
Por lo tanto, si el ciclo es (por ejemplo) de 1 hora, se precisarán 6 cajas para cubrir la hora, más una (es decir, un total de 7 cajas de este tipo de material en particular).
Lo más probable es que termine con un número de modulaciones que no sea entero (es decir, 7.3 casillas para cubrir los dos ciclos). En este caso se ha de redondear. Estrictamente hablando, es posible que se necesite el resultado +1 adicional en este caso, pero siempre que sea posible es preferible agregar este +1 para incrementar la seguridad.
Por lo tanto, el cálculo del número total de modulaciones en el bucle es el siguiente:

donde el takt de consumo es el siguiente:

Este cálculo debe repetirse para cada material que desee proporcionar por milk run. La tasa de consumo puede variar según la pieza (es decir, un producto puede requerir cuatro tornillos y una brida por pieza, por lo que la demanda horaria o el tiempo entre piezas puede diferir).
El número de piezas en una caja o contenedor también puede diferir. En resumen, este cálculo debe hacerse en cada estación que requiera material que va en Milk Run para cada uno de los materiales.
Conclusiones
Mediante lo explicado anteriormente se puede observar como el aplicar el “milk run” reduce los costes. Estos se ven reducidos de dos maneras. En primer lugar, el pasar de utilizar una carretilla por cada a localización a utilizar varias por localización (intentando siempre reducir al máximo el número de éstas), resulta en una disminución de los costes por vehículo ya que se utilizarán menos carretillas y en consecuencia se necesitarán menos carretilleros.
Además, como las distancias son menores entre las localizaciones y sólo se realizará un viaje al “warehouse”, el coste por el total de distancias recorridas también se verá reducido.
- Bocewicz, G., Bożejko, W., Wójcik, R. & Banaszak, Z. (2019). Milk-run routing and scheduling subject to a trade-off between vehicle fleet size and storage capacity. https://doi.org/10.24425/mper.2019.129597
- Neroni, M. & Rinaldi, M. (2025). A supply chain analytics approach for optimizing milk collection routing in multi-depot networks. https://doi.org/10.1016/j.sca.2025.100123
- Longshore, J. M. & Cheatham, A. L. (2022). Supply chain and logistics systems efficiency and effectiveness. https://doi.org/10.4324/9781003128939-5
- Chen, Q. (2024). Data-driven and sustainable transportation route optimization in green logistics supply chain. https://doi.org/10.62177/apemr.v1i6.118
- Gyimah-Concepcion, M. (2020). Technology in supply-chain management and logistics: what does the future hold? https://doi.org/10.1016/b978-0-12-815956-9.00010-7
- Estevan Mancini Cia, H. & Cunha, C. B. (2024). Sustainable supply chain design using a multi-objective linear optimization approach for solid bulk products. https://doi.org/10.1016/j.clscn.2024.100170
- Oloko, O. (2025). Dynamic route optimization in last-mile delivery using predictive analytics: A case study of e-commerce in the U.S. https://doi.org/10.37745/ejlpscm.2013/vol12n3132
- Vaddy, R. K., Dhamodharan, B. & Jain, A. (2024). Quantum computing applications in real-time route optimization for supply chains. https://doi.org/10.4018/979-8-3693-4107-0.ch008
- Zheng, Q., Abdul Aziz, Z. & Mohd Zain, R. (2023). Research on the optimization of fresh agricultural product cold chain logistics delivery path. https://doi.org/10.35631/ijscol.49001
- Kitamura, T. & Okamoto, K. (2012). Automated route planning for milk-run transport logistics using model checking. https://doi.org/10.1109/icnc.2012.44
- Eyika Gaida, I. & Mittal, M. (2022). Efficient supply chain delivery planning considering dynamic route selection using ant colony optimization. https://doi.org/10.1109/icrito56286.2022.9964847
- Shao, J., Sun, Y. & Noche, B. (2015). Optimization of decentralized control supply chain logistics planning under uncertain environment. https://doi.org/10.1007/978-3-662-47250-7_5
- Wang, X., Chen, Z., Qi, R. & Li, L. (2025). Green supply chain for coal: models and optimization. https://doi.org/10.1016/j.clscn.2025.100206
- Liu, Z., Xu, S., Zhao, S., Li, Y., Zhou, M., Li, S. & Meng, F. (2025). Clean energy supply chain optimization: steady-state natural gas transportation. https://doi.org/10.1016/j.clscn.2025.100214
- Qiu, M., Gao, L., Lin, Z., Zheng, M. & Lin, Q. (2024). Green logistics optimization for coal supply in a power plant connecting maritime port. https://doi.org/10.1016/j.clscn.2024.100177
- Agarwal, R. & Shinde, D. K. (2022). Vehicle allotment and route optimization for transportation services using logistics techniques in supply chain management. https://doi.org/10.46254/in02.20220034
- Atmayudha, A., Syauqi, A. & Purwanto, W. W. (2021). Green logistics of crude oil transportation: A multi-objective optimization approach. https://doi.org/10.1016/j.clscn.2021.100002
- Jula, P. & Leachman, R. C. (2011). Long- and short-run supply-chain optimization models for the allocation and congestion management of containerized imports from Asia to the United States. https://doi.org/10.1016/j.tre.2011.02.006
- Mulyaningsih, H. D., Arifin, R. W. D., Nu’man, A. H., Rachmawati, A. W. & Rahmawati, S. (2020). Halal supply chain and halal logistics of the cold chain model in the milk industry. https://doi.org/10.4324/9780429329227-3
- Cohen, R. (2018). How Amazon’s delivery logistics redefined retail supply chains. https://doi.org/10.69554/jbbh6562
- Rastogi, C. & Arvis, J.-F. (2014). Supply-chain efficiency and logistics costs. https://doi.org/10.1596/978-0-8213-9912-5_ch5